发布时间:2021-10-14 阅读量:1177 来源: 21ic 发布人: Viva
引言:液压传动控制系统是用来控制液压动力元件 ( 液压缸、液压马达 ),以使其按照规定的要求进行动作,从而完成控制目的的一种控制系统。传统的液压传动控制系统大多利用继电器来对液压控制元件进行控制,本文则提出了一种采用 PLC代替传统继电器来对液压控制元件进行控制的实现方法。该方法除可实现对液压动力元件的控制外,还可以提高液压控制的自动化程度和可靠性。
1、双面单工位液压传动组合机床继电器控制系统
1.1继电器控制及动力头的工作循环图
1 所示是一个双面单工位液压传动组合机床继电器控制的电气原理图。本机床采用三台电动机拖动,M1、M2 为左右动力头电动机,M3 为冷却泵电动机。SA1 为左动力头单独调整开关,SA2 为右动力头单独调整开关,SA3 为冷却泵电动机工作选择开关。左右动力的工作循环如图 2 所示。
1.2 液压元件
液压执行元件状态如表 1 所列,其中 YV 表示电器阀,KP 表示压力继电器。

系统自动循环的工作过程如下:SA1、SA2 处于自动循环位置,按下启动按钮 SB2,接触器 KM1、KM2 通电并自锁,左右动力头电动机同时启动循环。按下“前进”按键 SB3,中间继电器 KA1、KA2 通电并自锁,电磁铁 YV1、YV2 通电,左右动力头快速进给并离开原位,其中行程开关 SQ1、SQ2、SQ5、SQ6 先复位,行程开关 SQ3、SQ4 后复位。
当 SQ3、SQ4 复位后,KA 通电并自锁。在动力头进给过程中,靠各自行程阀自动变快进为工进。同时压下行程开关SQ,接触器 KM3 线圈通电,冷却泵电动机 M3 工作,供给冷却液。


当左动力头加工完毕时,压下SQ7并顶在死挡铁上,油 路油压升高,KP1动作,使KA3通电并自锁;当右动力头加 工完毕时,压下SQ8并使KP2动作,KA4接通并自锁。同时 KA1和KA2失电,YV1和YV3也失电,YV2和YV4则通电, 左右动力头快退。当左动力头使SQ复位后,KM3失电,冷 却泵电动机停转。
左右动力头快退至原位时,先压下SQ3、SQ4,再压下 SQ1、SQ2、SQ5、SQ6,使KM1、KM2线圈断电,动力头电动机Ml、M2断电,同时KA、KA3、KA4线圈断电,YV2、 YV4断电,动力头停止,机床循环结束。在加工过程中,按 下SB4,可随时使左右动力头快退至原位并停止。
2、双面单工液压传动组合机床PLC控制方案
2.1确定PLC的硬件连接
继电器控制电路中的按钮行程开关、压力继电器、热继 电器触点等21个输出信号(4个按钮、9个行程开关、3个热 继电器动断起点、2个压力继电器触点、3个转换开关),需 占用21个输入点。实际应用中,为节省PLC的点数,可适当 改变输入信号的接线方式,如将SQ8与KP2串联后作为PLC 的一个输出信号,这样就能减少一个输入点。
依照这种方法可得到如图 3 所示的 PLC 的输出点分配及接线图。这时的 PLC 的输入点数由 21 点减少到了 13 点,以降低设备成本,但由于有些节点采用了串并联输入,因此会降低输入期间的可靠性和整个控制系统的可靠性。
可编程控制器输出控制对象主要是控制电路中的执行器件 ( 如接触器、电器阀等 )。已知该机床的执行器件有交流接触器 KM1、KM2、KM3,电器阀 YV1、YV2、YV3、YV4。依据它们的工作电压所设计出的 PLC 的输出输入口接线图如图 3 所示。
由于接触器与电器阀线圈所加电压的种类与高低不一样,因此必须占用PLC 的两组输出通道,并选择继电器输出型 PLC。通过对机床 PLC 控制系统输入输出电路的综合分析,本设计选择S7-200 系列 CPU224 来对机床实施控制是比较合适的。

原控制线路中的中间继电器KA、KAI、KA2、KA3、 KA4可分别由PLC的内部继电器替代,并用M10.0~M10.4分 别代替KA、KAI、KA2、KA3、KA4。由此可见,若继电器 控制电路中的中间继电器使用得多,采用PLC代替口的优越 性越显著。
2.2 PLC控制系统梯形图的设计
根据继电器控制原理图可完成PLC控制的梯形图“复述” 工作。根据继电器控制电路的逻辑关系,按照一一对应的方式 画出PLC控制的梯形图程序,即按支路形式逐条转换。如图 4所示为接触器KM1、KM2控制线路图。

首先将图 4(a) 所示的 KM1、KM2 继电器控制电路转成如图 4(b) 所示的梯形图,然后再按梯形图编程的规则对其进行规范化处理及简化,就可得出图 4(c) 所示的梯形图。考虑到图 4(c) 的前半部分在原继电接触器电路中其实为所有输出的公共电路,现用辅助继电器 M10.5 将它代替。这就为绘制简化后的梯形图支路提供了方便。将全部继电器控制线路进行一一对应的转换,并进行规范和简化等处理,即可得到该机床 PLC 的控制梯形图程序。
3、结语
本文给出了一种基于 PLC 的液压传动组合机床控制应用技术,着重阐述了液压传动组合机床继电器控制部分的工作方式。针对液压传动机构由电动机实现及顺序工作的特点,系统改用 PLC 控制,并运用梯形图进行编程的方法,可以使程序更加简练。测试表明,该设计完全可以达到预期目的,满足设计要求。
美国为防止高端人工智能(AI)芯片通过第三方渠道流入中国,已秘密要求芯片制造商英伟达(NVIDIA)、超威半导体(AMD)等企业在出口至部分国家的AI芯片中植入追踪程序,以便实时监控芯片流向
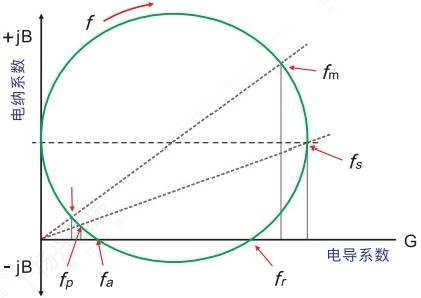
在电子电路设计中,晶振的每一项参数都与产品命运息息相关——哪怕只差0.1ppm,也可能让整板“翻车”。看似最基础的术语,正是硬件工程师每天必须跨越的隐形门槛。

在电子电路设计中,晶振的每一项参数都与产品命运息息相关——哪怕只差0.1ppm,也可能让整板“翻车”。看似最基础的术语,正是硬件工程师每天必须跨越的隐形门槛。

电路板中常用到恒温与温补这两种晶振,恒温晶振与温补晶振都属于晶体振荡器,既有源晶振,所以组成的振荡电路都需要电源加入才能工作
汽车电子系统日益复杂,尤其在48V架构、ADAS与电控系统普及的当下,对瞬态电压抑制器(TVS)的功率密度、高温耐受性及小型化提出了严苛挑战。传统大功率TVS往往体积庞大,难以适应紧凑的ECU布局。威世科技(Vishay)日前推出的T15BxxA/T15BxxCA系列PAR® TVS,以创新封装与卓越性能直面行业痛点,为下一代汽车设计注入强大保护能力。



